
قالب گیری تزریقی
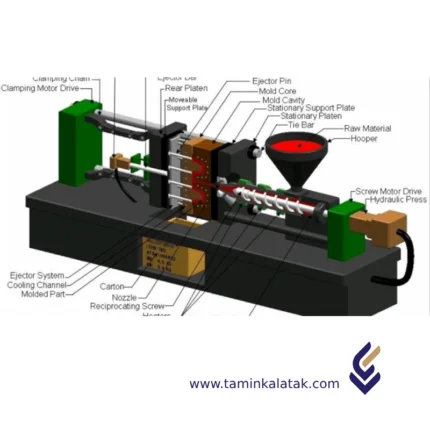
در فرآیند قالبگیری تزریقی، گرانولهای پلیمری با استفاده از پیستون (Ram) یا پیچ مارپیچ (Screw) فشرده شده، حرارت داده میشوند تا به حالت مذاب درآیند و سپس تحت فشار به داخل یک قالب سرد و دوتکه تزریق میشوند.
🔹 پس از تزریق، پلیمر تا دمایی کمتر از دمای انتقال شیشهای (Tg) سرد شده، سپس قالب باز شده و محصول از آن خارج میشود.
🔹 برای جبران انقباض پلیمر در قالب، مقداری ماده اضافی تزریق میشود.
🔹 مولکولهای پلیمر در حین تزریق به موازات جهت جریان قرار میگیرند که باعث افزایش استحکام میشود، اما خواص ماده را ناهمسانگرد (Anisotropic) میکند.
✅دستگاه قالب گیری تزریقی یک فرآیند بسیار دقیق است، زیرا پلیمر در حین اعمال فشار سرد میشود.
❌ با این حال، این روش نسبتاً کند است (چرخه تولید بین ۱ تا ۵ دقیقه طول میکشد) و ساخت قالبها هزینه بالایی دارد.
✅دمای قالبگیری برای ترموپلاستیکها بین ۱۵۰ تا ۳۵۰ درجه سانتیگراد است (۱.۳ تا ۱.۶ برابر دمای Tg).
✅ برای ایجاد جزئیات دقیق، فشارهای بسیار بالایی مورد نیاز است که معمولاً بین ۳۰ تا ۱۲۰ مگاپاسکال (MN/m²) متغیر است.
انواع قالبگیری تزریقی
۱. قالبگیری تزریقی با گاز (Gas-Assisted Injection Molding) 🔹 در این روش، گاز (معمولاً نیتروژن) به داخل پلیمر مذاب در هنگام قالبگیری تزریق میشود. 🔹 این گاز مذاب را به سمت دیوارههای قالب فشار داده و باعث ایجاد قسمتهای توخالی یا کاهش مصرف مواد اولیه میشود. ۲. قالبگیری تزریقی دیواره نازک (Thin-Wall Injection Molding) 🔹 روش قالب گیری تزریقی برای تولید قطعاتی با دیوارههای نازکتر از ۱ میلیمتر طراحی شده است. 🔹 نیازمند قالبهای مخصوص و ماشینآلاتی با فشار بالا و چرخه زمانی سریع است. ۳. قالبگیری تزریقی لاستیک سیلیکونی مایع (LSR Injection Molding) 🔹 این روش بهطور ویژه برای قالبگیری لاستیک سیلیکونی مایع (LSR) که یک ماده ترموست است، به کار میرود. 🔹 LSR به داخل یک قالب گرم تزریق شده و در آنجا به یک قطعه انعطافپذیر و بادوام تبدیل میشود. ۴. قالبگیری فوم ساختاری (Structural Foam Molding) 🔹 در این فرآیند، یک عامل فومزا یا گاز به پلیمر اضافه میشود که باعث ایجاد یک هسته داخلی سبک و یک پوسته خارجی جامد در قطعه تولیدی میشود. 🔹 این روش چگالی و وزن قطعات را کاهش داده اما استحکام آنها را حفظ میکند. ۵. قالبگیری تزریقی فلز (Metal Injection Molding - MIM) 🔹در این فرآیند، پودر فلز با یک بایندر پلیمری ترکیب شده و مخلوط حاصل (Feedstock) به داخل قالب تزریق میشود. 🔹 پس از قالبگیری، بایندر حذف شده و قطعه در فرآیند تفجوشی (Sintering) به یک قطعه فلزی متراکم تبدیل میشود.مزایای قالبگیری تزریقی
مقرونبهصرفه برای تولید در مقیاس بالا (هزاران قطعه در یک روز کاری تولید میشود). قابلیت استفاده از طیف گستردهای از مواد، هم عمومی و هم تخصصی. امکان طراحی پیچیده و دقیق، تنها محدود به طراحی قالب، ویژگیهای مواد و هزینهها. امکان تولید قطعاتی بسیار کوچک (به اندازه دانه برنج) تا قطعات بسیار بزرگ مانند داشبورد خودرو. تولید قطعات پیچیده که با روشهای ساخت سنتی امکانپذیر نیست. روش کمهدررفت یا بدون ضایعات، با قابلیت بازیافت ۱۰۰٪ مواد زائد و استفاده مجدد در قالبگیری جدید.معایب قالبگیری تزریقی
❌هزینه بالای اولیه برای طراحی و ساخت قالب و تجهیزات مورد نیاز. ❌ زمان طولانی برای طراحی و ساخت قالب، که فرآیند راهاندازی را کند میکند. ❌ محدودیتهای مواد و احتمال بروز نقص در قطعات تولید شده. ❌ چالشهای زیستمحیطی و پایداری به دلیل مصرف بالای انرژی و استفاده از مواد پلاستیکی. ❌ نیاز به مهندسی دقیق در طراحی قطعات، زیرا هر تغییر نیازمند اصلاح قالب است. ❌ بهترین گزینه برای تولیدات با حجم بالا، اما برای تولیدات کمتیراژ مقرونبهصرفه نیست.کاربردهای قالبگیری تزریقی
قالبگیری تزریقی در بسیاری از صنایع برای تولید قطعات پلاستیکی در حجم بالا مورد استفاده قرار میگیرد. این فرآیند در ترکیب با روشهای مختلف، کاربردهای بیپایانی دارد. برخی از مهمترین موارد استفاده عبارتاند از: 🔹 قطعات خودرویی: داشبورد، دستگیرهها، قطعات داخلی و خارجی خودرو 🔹 بستهبندی مواد غذایی و نوشیدنی: ظروف پلاستیکی، بستهبندیهای مقاوم 🔹 مواد اولیه صنعتی: قرقرهها، میلهها، لولههای پلاستیکی 🔹 اسباببازیها و مجسمههای پلاستیکی 🔹 قطعات مبلمان: پایهها، قابها، دستگیرهها 🔹 اتصالات و بستهای صنعتی: پیچ و مهرههای پلاستیکی 🔹 قطعات مکانیکی: چرخدندهها، پمپها، اتصالات متحرک 🔹 قطعات سختافزاری و بدنههای الکترونیکی: قاب موبایل، بدنه لپتاپ، تجهیزات برقی 🔹 قطعات تجهیزات پزشکی: سرنگها، محفظههای دستگاههای پزشکی، قطعات ایمپلنت 🔹 قطعات عمومی پلاستیکی: محصولات مصرفی روزمرهگرید 2202
گرید 2202 پلیاتیلن سنگین (HDPE 2202) یکی از گریدهای پرمصرف در حوزه تزریق پلاستیک (Injection Grade HDPE) است که به دلیل ساختار مولکولی خطی، چگالی بالا و استحکام مکانیکی مناسب، در تولید قطعات صنعتی و مصرفی کاربرد گستردهای دارد.
این گرید با بهرهگیری از فناوریهای مدرن پلیمریزاسیون (مانند کاتالیستهای زیگلر-ناتا)، تعادل مطلوبی میان فرآیندپذیری، سختی و مقاومت شیمیایی ایجاد میکند و به همین دلیل در میان تولیدکنندگان پلاستیک، جایگاه ویژهای دارد.
ویژگیهای فنی و مهندسی
HDPE 2202 دارای مشخصات فنی قابل توجهی است که آن را برای فرآیند تزریق ایدهآل میکند:
- چگالی: حدود 0.952 – 0.954 g/cm³
- شاخص جریان مذاب (MFI): معمولاً در محدوده متوسط (تقریباً 2 g/10min در 190°C/2.16kg)
- ساختار خطی با بلورینگی بالا
- استحکام کششی و سختی بالا
- مقاومت عالی در برابر مواد شیمیایی (اسیدها، بازها و حلالها)
- مقاومت مناسب در برابر ترکخوردگی تنشی (ESCR)
- پایداری ابعادی خوب در قطعات نهایی